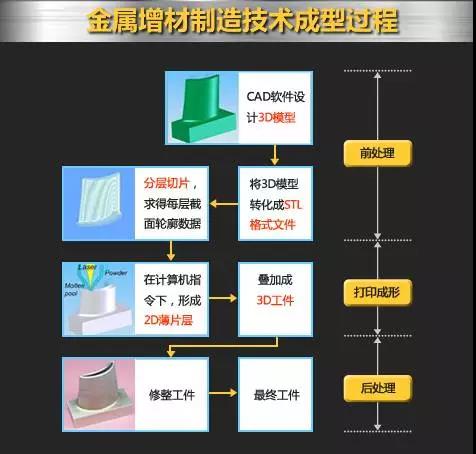
金属增材制造是增材制造技术最重要的一个分支。是以金属粉末/丝材为原料,以高能束(激光/电子束/电弧/等离子束等)作为刀具,以计算机三维CAD数据模型为基础,运用离散-堆积的原理,在软件与数控系统的控制下将材料熔化逐层堆积,来制造高性能金属构件的新型制造技术。
金属增材制造技术工作原理
金属增材制造技术类别
1、激光选区熔化技术SLM
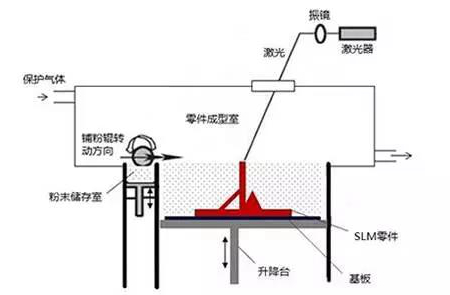
激光选区熔化技术(Selective Laser Melting,SLM)是由粉床选区激光烧结技术(SLS)发展而来,以金属粉末为加工原料,采用高能密度激光束将铺洒在金属基板上的粉末逐层熔覆堆积,从而形成金属零件的制造技术。
2、电子束选区熔化技术EBSM
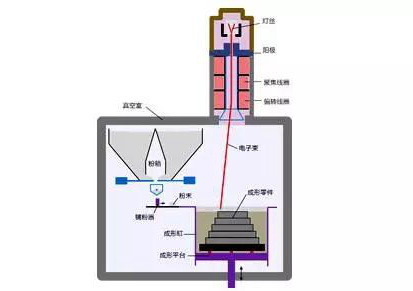
电子束选区熔化技术(Electron Beam Selective Melting,EBSM)的原理与SLM类似,只不过EBSM是在真空环境中,以电子束作为输出热源。相比激光,电子束更容易获得,可以相应的降低部分加工成本,同时真空的工作环境也可以有效保证钛合金和铝合金在内的很多活泼金属在加热过程中不易被氧化。
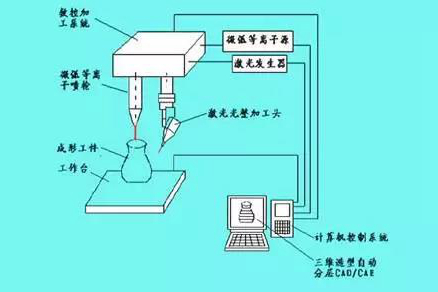
3、激光立体成形技术LSF
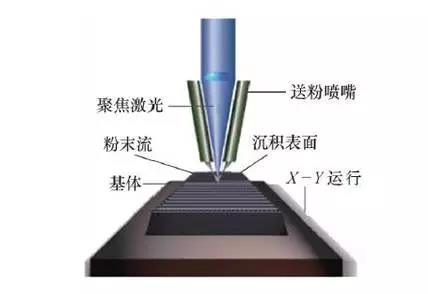
激光立体成形技术((Laser Solid Forming,LSF)是通过快速成型技术和激光熔覆技术有机结合,利用高能量激光束将与光束同轴喷射或侧向喷射的金属粉末直接熔化为液态,通过运动控制,将熔化后的液态金属按照预定的轨迹堆积凝固成形,获得从尺寸和形状上非常接近于最终零件的“近形”制件。
4、电子束熔丝沉积技术EBFF
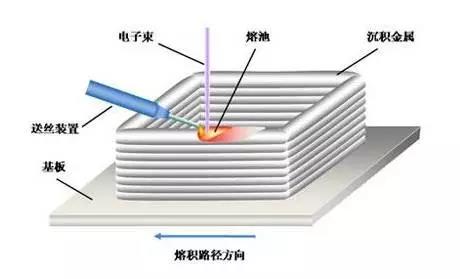
电子束熔丝沉积技术(ElectronBeamFreeformFabrication,EBFF),是电子束焊接技术(EBM)和快速成形思想结合的产物。在真空环境中,高能量密度的电子束轰击金属表面,在前一沉积层或基材上形成熔池,金属丝材受电子束加热融化形成熔滴。随着工作台的移动,使熔滴沿着一定的路径逐滴沉积进入熔池,熔滴之间紧密相连,从而形成新的沉积层,层层堆积,直至制造出金属零件或毛坯。
5、电孤增材制造技术WAAM
电弧增材制造技术(Wire ArcAdditive Manufacture,WAAM)是以熔化极惰性气体保护焊接(MIG)、钨极惰性气体保护焊接(TIG)以及等离子体焊接电源(PA)等焊机产生的电弧为热源,通过金属丝材的添加, 在程序的控制下, 按设定成形路径在基板上堆积层片,层层堆敷直至金属零件近净成形。
6、铸锻铣复合增材制造技术
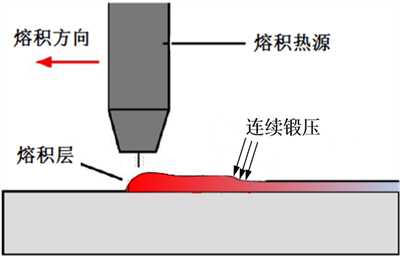
从技术的原理上来说,此类技术应该属于电弧增材制造技术。但由于其突破传统增材制造局限,通过铸锻铣复合制造,制件强度及性能达到锻件水平,使增材制造在高性能金属部件的应用上得到推广,因此要归为新增的一类技术。
该技术在增材制造过程中加入了微锻工艺,改变了传统制造铸锻铣分离、流程长、需大型铸锻铣设备、耗资源重污染、复杂件无法整体制造的模式,突破了增材制造难以得到锻件级零件的世界难题。目前,通过该技术成功制造发动机过渡段并通过乌克兰航空锻件标准质量检测和实机考核,制造的GH4169高温合金零件经美国通用航空公司测试疲劳性能超过锻件。中国商飞集团、美国通用航空公司、欧洲空客集团已采用该技术制造飞机关键零件。
2017年,铸锻铣复合增材制造技术已经获得美国发明专利保护,获得全国创新大奖、日内瓦国际发明展金奖、中国发明协会特别奖等。
六种金属增材制造技术优势对比
金属增材制造材料
1、钛合金
金属增材制造技术中率先被研究和广泛应用的合金材料,具有密度低、比强度高、耐腐蚀性、高温力学性能优良及生物相容性等特点。最典型的是TC4钛合金,适合于激光束/电子束快速成形工艺,主要用于航空框架、梁、接头、叶片等部件上。
镍合金
高温合金的一种,是以镍为基添加适宜的元素,能在600℃以上的高温及一定应力环境下长期工作的一类金属材料,具有耐高温性、良好的的抗热腐蚀和抗氧化性能等,主要用于高性能发动机。
2、钢
合金材料中最大的一个分支。在增材制造技术发展史上,钢是被广泛应用的重要材料,可细分为不锈钢、高强钢和模具钢。不锈钢具有耐化学腐蚀、耐高温和力学性能良好等特性,其粉末成型性好、制备工艺简单且成本低廉。
3、铝合金
熔点较低,快速熔凝过程中温度梯度相对较小,容易加工成型且成形件不易变形开裂,但是易氧化、具有高反射性和导热性等特性。目前对于铝合金更多的是基于SLM的研究与应用。
4、镁合金
最轻的结构合金,由于其特殊的高强度和阻尼性能,在诸多应用领域具有替代钢和铝合金的可能。另外具有原位降解性、优异的生物相容性等特点,在生物医疗行业比传统合金更有应用前景。
5、其它合金
还包括硬质合金、钴铬合金、以及Cu-Su、WNi、Ni-Al和Nb-Ti-Si等金属间化合物材料和一些梯度材料。
金属增材制造技术的应用
1、成形传统制造难度大的零件
在制造领域,有些零部件形状复杂、制备周期长,应用传统铸造锻造工艺生产不出来或损耗较大。而金属增材制造技术则可以快速制造出满足要求的零部件,并具有加工周期短、制造成本低、无需工装和模具等优势。
通过金属3D打印的异型水路模具设计时间减少了75%、制造端人力节省了50%、射出模具生产周期缩短了14%、制造费用降低了16%等。
2、制备高成本材料零件
金属材料是制造领域必不可少的重要材料,但是在实际的加工过程中,却存在着不少问题,例如钛合金、高温合金、超高强度钢等材料难加工、加工成本高、材料利用率低,加工周期长等。
美国最大的航空发动机制造公司之一普惠公司应用增材制造技术用于发动机的镍基合金和钛合金部件的研制,结果显示:不但获得了与当前材料一致的性能,大大缩短了制造周期,提升了复杂几何结构的制造精度;而且原材料消耗降低了50%,并将发动机的BTF比(原材料质量与部件最终质量之比)从传统工艺的20:1降低到2:1以下,有效的提高了部件的质量和降低了制造成本。
3、快速成形小批量非标件
3D打印非常适合个性化定制生产、小批量生产。当前,金属增材制造的个性化制造在医疗器械的应用极为突出,一方面用于打印具有个性化需求的植入物/假体或模仿仿生原理的复杂结构。
这些植入物通过3D打印技术的精确控制,有效实现外在轮廓及内部结构的同步重建,以满足其与患者局部解剖结构的高度匹配,其中具有生物相容性的钛合金材料是重要的加工材料,打印出来的多孔结构植入物,可以更好的与人体组织结合。另一方面,金属增材制造技术还可用于为病人量身定做植入手术所需的精密部件,例如华南理工大学利用激光选区熔化技术(SLM)已成功研制了外科手术所需的个性化辅助导板。
4、高性能成形修复受损零件
高成本零件的成形修复也是金属增材制造技术的突出优势。过去,对于受损零部件只能做表面的涂层修复,并且维修工序步骤繁多,还涉及到一些额外的步骤如加工、抛光、测试等,同时还受维修时限条件的制约,耗时较长;而对于损伤稍严重的零部件也只能作更换处理。金属增材制造技术则可以对任意缺失或损环的部分进行快速成形和修复。
例如航空航天零件结构复杂、成本高昂,一旦出现瑕疵或缺损,只能整体换掉,可能造成数十万、上百万元损失。而通过金属3D打印技术,可以用同一材料将缺损部位修补成完整形状,修复后的性能不受影响,大大延长了使用寿命,降低了成本,减少了停机时间。
5、异质材料的组合制造
对于传统制造方式(铸造、锻造等)来讲,将不同材料组合成单一产品非常困难,但是增材制造技术有能力使不同原材料进行组合制造。
针对部分工业零件适当利用增材制造技术进行组合制造,不同的结构部位采用不同类别的金属材料,不仅大大提高结构件的性能,而且降低了成本,特别是昂贵材料的成本。同时,也把增材制造技术成型复杂精细结构的优势与传统制造技术高精度本的优势结合起来,形成了最佳的制造策略。
6、轻量化制造
增材制造技术快速自由成型的特点,给产品的设计带来了无限的创新空间,为实现最优化的设计提供了有效的制造途径。金属增材制造技术则可以使这些经拓扑优化后的创新模型,不用考虑制造约束并快速实现制造。
例如空客A320飞机的大尺寸“仿生”机舱隔离结构,这一结构是通过拓扑优化设计,金属3D打印制造而成,材料是采用的超强且轻质合金材料Scalmalloy。A320全新的机舱设计与原有的隔离结构相比,新型的仿生隔离结构由几个不同的部件组成,不仅强度更高,而且将其总量减轻了45%。